 APP下載
APP下載






更新時間:2016-01-24
面議
發(fā)貨地址:福建 漳州市薌城區(qū) 漳州市薌城區(qū)西橋南星村南星小學大門左側(cè)
產(chǎn)品等級:
內(nèi)銷級產(chǎn)品數(shù)量:
有效期:
長期有效
一、設備說明
1.1 設備用途
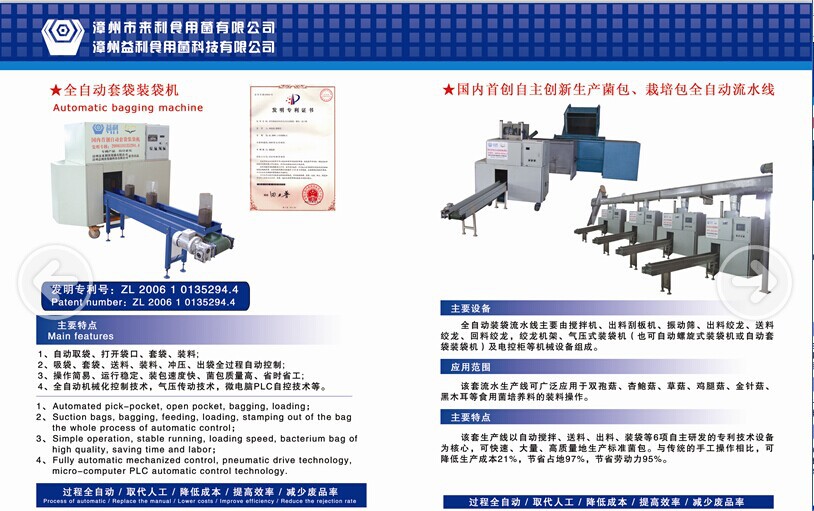
自動套袋裝袋機可廣泛應用于杏鮑菇、草菇、雞腿菇、金針菇、黑木耳等食用菌(雙孢菇除外)培養(yǎng)料的裝袋操作。
1.2 設備技術(shù)參數(shù)
外形尺寸: 1800*1000*1950 單位 mm
重 量: 615KG
壓縮空氣: 0.5~0.6Mpa 需要配置0.9立方排氣量的空壓機和0.2立方的儲氣罐。
生產(chǎn)效率: 1000~1200袋
電 源: 3相5線380V 電源線3*2.5+2*1mm2(設備通電使用前必須安全接地)
1.3 設備安裝
設備安裝時注意調(diào)節(jié)各地腳的高度使設備保持水平。定位好后必須將機器移動萬向輪的剎車片壓住,防止設備跑位。安裝地點應注意設備操作、維護和修理的必要空間。
二、操作使用說明
2.1 運行準備
請連接好3相5線380V的電源線,并確定設備可靠的接地。接通壓縮空氣,請確保0.5~0.6的氣壓。合上電源空氣開關(guān),電控箱面板的觸摸屏啟動,觀察觸摸屏的自動界面上的故障欄是否顯示故障,若沒有顯示故障,設備準備完畢。(若顯示故障,請根據(jù)提示欄的方法,處理好故障后,按故障復位按鈕,將故障復位)。
2.2 手動操作
將電控箱上的“自動/手動”旋鈕,旋在手動位置。觸摸屏系統(tǒng)進入手動狀態(tài),根據(jù)所需要操作的機構(gòu),對應觸摸屏的手動按鈕,進行手動操作。(按一次接通,再按一次斷開。)在操作完手動后,要檢查確定手動操作的機構(gòu)已經(jīng)回位,否則自動操作時會產(chǎn)生故障! 備注:(觸摸屏按鈕接通時綠色,斷開時紅色)
例:手動轉(zhuǎn)盤按下手動轉(zhuǎn)盤按鈕,轉(zhuǎn)盤旋轉(zhuǎn)一個孔的距離自動停止。若按住不放,轉(zhuǎn)盤一直旋轉(zhuǎn),直到松開按鈕,轉(zhuǎn)盤自動定位后停止。
2.3 自動操作
將電控箱面板的“自動/手動”旋鈕打在自動位置,觸摸屏進入自動界面。觀察{故障欄}是否有故障顯示,若出現(xiàn)故障信息,請根據(jù)故障欄下面的{信息窗口}所提示方法,處理故障源,處理好后按自動界面的“故障復位”恢復正常狀態(tài)。請確定電控箱上的“自動/手動”旋鈕,旋在{自動}位置。再按“自動運行”按鈕,系統(tǒng)自動運行。
設備動作流程:
Y21吸袋缸自動回位一次,X5吸袋缸上傳感器燈亮。
↓→ → → →
Y5吸袋缸下降吸袋,0.6秒后自動回位。 ↓
↓ 轉(zhuǎn)盤自動旋轉(zhuǎn)一個工位
X5吸袋缸上位,Y6推袋氣缸將吸袋缸推平 ↓
↓ X13有袋檢測傳感器檢測到袋子
Y5和Y23左右吸袋缸同時推出, ↓
延時0.5秒后各收回一半。 微電腦計算下料工位
↓ ↓
Y11和Y12上、下抓袋缸下降 Y2、Y3絞龍旋轉(zhuǎn)裝料,裝料高
↓ 度由觸摸屏的(參數(shù)界面)的
Y13抓袋爪張開抓袋, 絞龍時間決定。
↓ Y16壓料氣缸下降壓料,壓料時間
Y5、Y23左右吸袋缸收回, 及脈沖次數(shù)由觸摸屏的(參數(shù)界面)
↓ 的壓料脈沖和次數(shù)及間歇時間決定
同時Y12下抓袋缸復位 ↓
↓ 絞龍裝料完成自動停止
Y14夾袋氣缸動作及推袋缸下降收回。 壓料缸動作兩次后回位
↓ ← ← ↓
上抓袋缸復位,→抓袋、絞龍、壓料完成后,轉(zhuǎn)盤自動旋轉(zhuǎn)一個工位。→反復之前的整個流程,直到停止命令輸入。
停機操作:
按電控箱上的“自動停止”按鈕,系統(tǒng)自動停止。
按停止按鈕 系統(tǒng)開始停止程序,轉(zhuǎn)盤旋轉(zhuǎn)到停止位時,自動停轉(zhuǎn)盤。吸袋缸回位后,抓袋缸及夾袋缸做最后一次動作,推袋缸再回位。其它機構(gòu)按停止后,立刻停止。
2.4 指示說明
接通電源,合上電源空氣開關(guān)后,觸摸屏啟動,表示系統(tǒng)電源正常。
將電控箱面板的手動/自動旋鈕打在自動位置,觀察故障欄,檢查故障信息。
自動界面的兩側(cè)有各個部件的指示燈,部件動作時指示燈會亮。備注:在自動狀態(tài)下,沒有按啟動按鈕前,不能亮燈。若有亮燈表示手動操作部件時,沒有關(guān)閉。必須關(guān)閉才能正常的自動運行。
2.5 報警解除說明
在觸摸屏的(自動界面)有故障報警欄,提示設備出現(xiàn)的故障信息。
故障欄的下方有排除故障的提示欄,提示如何解除故障,出現(xiàn)故障時注意看提示排除故障。
排除完故障后,請按觸摸屏的 故障復位 按鈕。系統(tǒng)恢復正常。
2.6 安全操作說明
開機前,請確認壓縮空氣的氣壓達到0.5~0.6Mpa的壓力。
請確認設備已經(jīng)安全接地!
第一次開機,請確認電機轉(zhuǎn)向。可以通過手動模式,試驗高壓風機的轉(zhuǎn)向,若出風口有大量的風吹出,電機為正轉(zhuǎn)。反之,出風口的風是反吸進去的,就是反轉(zhuǎn)。請調(diào)換電源相序。
請確認觸摸屏的故障欄,沒有提示故障信息。
準備好食用菌培養(yǎng)料和確認供袋盒內(nèi)有袋子。整齊放置裝包的塑料袋,袋口朝機內(nèi)側(cè)
確認正常后,啟動設備運行。
三、觸摸屏使用說明
3.1 主窗口
主窗口主要是介紹公司名稱和系統(tǒng)時間,以及進入其它窗口的路徑。
3.2 自動界面
自動界面提供設備自動運行的監(jiān)控作用。分布了各部件的狀態(tài)指示燈,生產(chǎn)效率表以及計數(shù)器,
設備故障信息和排故的提示信息,設備運行中可以通過該界面了解設備的產(chǎn)能和產(chǎn)量。以及設備的當前狀態(tài),有助于更好地使用該設備。
3.3 手動界面
手動界面主要提供設備調(diào)試和校正的作用。手動界面分布了各部件的單獨操作按鈕,可以根據(jù)需要操作相應的部件。例:手動轉(zhuǎn)盤,在轉(zhuǎn)盤出現(xiàn)跑位時,可以通過手動運行轉(zhuǎn)盤,使轉(zhuǎn)盤自動恢復正常。 手動絞龍,在清理裝袋料箱時,按下手動絞龍,培養(yǎng)料自然清出。 手動吸袋、送袋、張袋、抓袋、夾袋等都是按順序排列的,主要作用是校正吸袋送袋的動作精度。
計數(shù)復位按鈕,是用于自動界面的計數(shù)器清零的。為了防止誤操作,所以放在不同界面。
3.4 參數(shù)界面 (客戶密碼:693764)退出時請按右下角的鑰匙按鈕
參數(shù)界面主要提供壓料和裝袋的調(diào)整。壓料脈沖指壓料缸下降壓料的時間,壓料間歇時間指壓料缸返回的時間。擠壓次數(shù)指壓料缸下降壓料的次數(shù)。沖孔開關(guān)指用戶不需要用到?jīng)_孔時,將此開關(guān)按在,沖孔關(guān)閉的狀態(tài)。需要時按在沖孔開啟的狀態(tài)。
四 、產(chǎn)品結(jié)構(gòu)
本產(chǎn)品由吸袋上袋機構(gòu)、抓袋機構(gòu)、套袋機構(gòu)、裝料機構(gòu)、沖壓機構(gòu)、轉(zhuǎn)盤機構(gòu)和電氣自動化控制系統(tǒng)組成。
五 、調(diào)機提示
5、1吸袋調(diào)整
右吸袋缸收回時,吸風口要與自動供料盒平行,才能保證袋子的位置。推袋氣缸推出時,右吸袋缸要與左吸袋缸,兩個吸風口平行,才能保證吸袋時袋子張開平整。在張袋的過程中,左右張袋缸會停留在中間,此時兩個吸風口的距離要求在8~8.5厘米,保證袋子張開成方形。
5、2抓袋調(diào)整
在上、下抓袋缸下降時,用手動打開抓袋爪,此時抓袋爪的最大直徑點,要與兩個吸風口平行。
5、3壓料調(diào)整
如果袋子的高度規(guī)格不同時,請調(diào)整下壓料缸的高度,以保證下壓料缸能撐住料包。
下壓料缸的高度會直接影響到料包底面的平整度。請調(diào)整下壓料缸距離袋子3厘米的位置。
抱袋的松緊可以控制料包的松緊度,抱袋越松料包越緊。抱袋越緊料包越松。
上壓料缸由觸摸屏的參數(shù)界面控制,可以根據(jù)需要調(diào)整壓料時間和次數(shù)。正常為兩次。
5、4 夾袋機構(gòu)
夾袋機構(gòu)由夾袋桿和夾袋彈簧組成,如果在袋子沒有被拉稀的情況下,而袋子沒有夾住,導致滑落時,請檢查夾袋桿中間的支撐板輪,支撐板輪與夾袋桿必須要有1~2毫米的間隙,才能夾緊袋子,如果沒有間隙,可以適當?shù)哪サ魥A袋桿與支撐板輪的接觸點,使它們有2毫米的間隙。如果,支撐板輪與夾袋桿有間隙,請換掉夾袋彈簧,因為彈簧用久后會疲軟。
六、維護與保養(yǎng):
1、長時間使用之后,要檢查螺絲是否松動,若有松動應及時旋緊。
2、夾袋機構(gòu)的松緊和間隙也要根據(jù)實際的使用情況定期檢查。
3、無緊急情況停機,請勿直接按急停按鈕或切斷電源,以保證設備正常運行。
4、每班使用完后,在斷電的情況下用鏟子清除料倉璧上附著的培養(yǎng)料,然后再將它們裝袋或者用絞龍送出。還應清理裝袋機機架上的粘附物,用壓縮空氣沖洗氣路各個元器件。
5、氣動三元件的油杯要加三分之一的變壓器油,電磁閥及氣缸潤滑用。延長使用壽命。
七、常見故障及排除方法
|
故障現(xiàn)象 |
排除方法 |
|
袋子無法被吸上去 |
清潔兩個吸袋口 |
|
抓袋高度太低或歪斜 |
檢查兩個吸風口與抓袋爪的平行度 |
|
夾袋夾不緊 |
檢查夾袋機構(gòu) |
|
壓料太松或者太緊 |
調(diào)整抱袋機構(gòu) |
|
下料太多或者太少 |
調(diào)整絞龍運行時間 |
八、易損件清單
氣缸 電磁閥 夾袋彈簧
九、電氣系統(tǒng) (附件)
電氣主回路原理圖
PLC接線圖
(附帶配件)彈簧 8條 袋盒2個 氣嘴6-M5 4個
食用菌混料全自動裝袋
¥0.00/
智能袋裝食用菌混合料
¥150000.00/臺
全自動打孔貼膠機
¥50000.00/臺
智能螺旋式自動套袋、
¥158000.00/臺
全自動套袋裝袋機配套
¥198000.00/臺
全自動螺旋式香菇裝袋
¥0.00/
食用菌培養(yǎng)料全自動套
¥0.00/
